
Suports d'impressió
Matèria prima del paper:
- Fibres
- Càrregues i pigments
- Additius
Fibres
Hi ha tres tipos de fibres:
- De fusta
- De no fusta (plantes anuals)
- Sintètiques
Les fibres de fusta son la part més important de la fabricació de paper.
De fibre de paper hi ha de dos tipos:
1- FAFP -> resinoses -> fibres llaguesde entre 2 a 4 mm
Les fibres llargues més utilitzadas son les de Pi i Avet.
Aquestes fibres donan al paper unes característiques concretes con es una major resistencia.
Perpeteix la circulació de sàvia mitjançant puntuacions alveolades.
Aquest tipos de fibres s'utilitzan per paper de baix gramatge con poden ser bosses de paper.
2- FAFC -> frondoses -> fibres curtes de aproximadament 1mm
Les fibres curtes més utilitzades són les de Eucalipte, Bedoll i Faig
Aquestes tipos de fibres donan al paper llisos i una bona formació degut a que no queden furats ni grumolls.
Permet la circulació de la sàvia mitjançant vasos molt prims, per aquest motiu pot donar probremes en la impressió en offset.
Aquest tipos de fibres s'utilitzan en papers de gramatge superior a 150 g/m2, la composició arriba gairabé al 100%.
El percentatge de la fibra curta augmenta a mesura a mesura que augmenta el gramatge.
Les fibres de no fusta també anomenades fibres sintètuques
D'a quest tipos de fibres les és utilitzades don les de residus de canya de sucre i de palla de cereals. Però també es por sabricar paper apartir de fibres de cànem, cotó, espart i lli.
Aquest tipos de fusta tenen mides molt variades:
Palla d'arròs: 0,5 mm
Palla de blat de ordi: 1,5 mm
Espart: 1,1 mm
Residus de canya: 1,7 mm
Cotó: 30 mm
Aquest tipus de s'utilitza per papers d'alta resistencia. La fabricació d'aquest fulls s'aconsegueis a partir de la dissolució de PE (Pes Especific)
Càrregues i pigments
Son productes de carácter inogánic ( d'origen mineral). Donat que les seves caracteristiques quimicas son molt semblants la principal diferencia entre ambdos es que els pigments tenen un tamany de particula mes petit i mentre que les carregues s'aplican en massa, els pigments s'aplican en superficie.
El lloc d'aplicació:
Càrregues en massa
Pigments en superfície
La granulometria:
Càrregues més gran
Pigments més petit
Les carregues son minerals, de color, blanc que s'utilitzan per farcir els espais entre les fibres per millorar algunes de les propietats del paper, com son la opacitat i la blancor. A més augmenta la qualitat de la impressió perque milloran la superficie.
No obstant la seva utilització tambe també te desventatges ja que produeix una disminució de le resistencia mecanica del paper, al disminuir les unions entre fibres.
Les Carregues mes utilitzades son el caoli, el carbonat de calci, el talc i el sulfat de calci.
Els pigments contribueixen a la millorar determidades proprietats del paper, especialmet la blancor, la opacitat i a aptud d'impressió. Els pigments s'utilitzan especialment en superficie mitjançant la operació anomenat estucat. Aquesta salsa esta feta per 2 0 3 pigments.
Els pigments més utilitzats son el caolí, el carbonat de calci i el dioxid de titani.
Efectes de les càrregues i pigments sobre el paper
Propietats:
1.Químiques (pH)
Encolat en medi àcid i carbonat càlcic.
2.Comportament devant la llum (blancor i opacitat)
Blancor:

Opacitat:
La opacitat augmenta degut al index de refracció, a la finor de pa partícula y a la quantitat de càrrega. Aquest aspectes van vingulats y aungmentan proporcionadament.
Refracció:

3.Densitat
Densitat es igual a la masa partit el volum que ocupa.
d=m/V
Per aixó a més quantitas de càrrega més densitat del paper.
Devant dos papers del mateix gramatge, el que té + densitat té + volum específic i - espessor
Gramatge: relació entre la massa d'un paper i la seva superfície.
Volum especific: relacó entre el volum que ocupa un paper i la seva massa.

4.Grandària de partícula
Quan més fines són les particulas més blancor, més opacitat i més microporositat.
Additius
Productes d'encolat : Són aquell que s'utilitzen per disminuir la premeabilitat a l'aigua. Actualment l'encolat es fa amb un pH neutre, per prevenir l'envelliment pernatur del paper.
Lligands d'estucat: són productes semblants a la cola que fixen els pigments entre si, i al mateix temps a la superficie del paper.
Antiescumants: Tenen la funció de eliminar que aparegui escuma en el procés de fabricació del paper. La escuma disminueix la qualitat del paper i provoca malformacións i fins i tot ruptures.
Resines de resistència en humit: Són productes que s'afageixen per ajudar a conservar la resistencia del paper quan el seu ús comporti la necesitat de resistir a l'aigua.
Blanquejants òptics: Són components que tenen la particularitat de proporcionar al paper la propietat d'emetre una lluminositat blavosa, i per defecte són opticament més blacs.
Colorants: Se utilitzan per aconseguir un paper de un color determinat.
Microbicides: Aquestos productes s'utilitzan per evitar la posible formació de bacteries o otros microorganismes que poden apareixen en circuit de maquines. Poden provocar manches al paper, roctures en la banda, infeccións, ...
Retentius i floculants: Aquest productes s'ajuntan en la fabricació del paper per millorar la fixació dels diferents aditius i cargas evitant que es marxin pel desaigüe.
Fusta
Efectes de les càrregues i pigments sobre el paper
Propietats:
1.Químiques (pH)
Encolat en medi àcid i carbonat càlcic.
2.Comportament devant la llum (blancor i opacitat)
Blancor:

Opacitat:
La opacitat augmenta degut al index de refracció, a la finor de pa partícula y a la quantitat de càrrega. Aquest aspectes van vingulats y aungmentan proporcionadament.
Refracció:

3.Densitat
Densitat es igual a la masa partit el volum que ocupa.
d=m/V
Per aixó a més quantitas de càrrega més densitat del paper.
Devant dos papers del mateix gramatge, el que té + densitat té + volum específic i - espessor
Gramatge: relació entre la massa d'un paper i la seva superfície.
Volum especific: relacó entre el volum que ocupa un paper i la seva massa.

4.Grandària de partícula
Quan més fines són les particulas més blancor, més opacitat i més microporositat.
Additius
Productes d'encolat : Són aquell que s'utilitzen per disminuir la premeabilitat a l'aigua. Actualment l'encolat es fa amb un pH neutre, per prevenir l'envelliment pernatur del paper.
Lligands d'estucat: són productes semblants a la cola que fixen els pigments entre si, i al mateix temps a la superficie del paper.
Antiescumants: Tenen la funció de eliminar que aparegui escuma en el procés de fabricació del paper. La escuma disminueix la qualitat del paper i provoca malformacións i fins i tot ruptures.
Resines de resistència en humit: Són productes que s'afageixen per ajudar a conservar la resistencia del paper quan el seu ús comporti la necesitat de resistir a l'aigua.
Blanquejants òptics: Són components que tenen la particularitat de proporcionar al paper la propietat d'emetre una lluminositat blavosa, i per defecte són opticament més blacs.
Colorants: Se utilitzan per aconseguir un paper de un color determinat.
Microbicides: Aquestos productes s'utilitzan per evitar la posible formació de bacteries o otros microorganismes que poden apareixen en circuit de maquines. Poden provocar manches al paper, roctures en la banda, infeccións, ...
Retentius i floculants: Aquest productes s'ajuntan en la fabricació del paper per millorar la fixació dels diferents aditius i cargas evitant que es marxin pel desaigüe.
Fusta
Composició química de la fusta:
Carbihidratos (cel·lulosa + hemicel·lulosa = holocel·lulosa)
Lignina
Altres
Carbihidratos (cel·lulosa + hemicel·lulosa = holocel·lulosa)
Lignina
Altres
Cel·lulosa: Forma part de la paret cel·lular de les cel·lules vegetals. És un hidrat de carboni. La seva Característica principal és el fet de que és hidrófila.
Hemicel·lulosa: Hidrat de carboni polisacàrid de glucosa, galactosa, arabinosa i xilosa. Es una subtància que es degrada fàcilment en la cocció de la fusta, per lo tant el percentatge de hemicel·lulosa a la pasta es menor que la existent a la fusta.
Lignina: És un compost químic complex. És amorf i de color fosc, uneix fortement les fibles i s'ha d'extrure tant per poder separar les fibres com per aconseguir un paper blanc. La lignina provoca que el paper envellexi prematurament sobretot en les zones de cotacte amb l'oxigen.
Altres: Són compostos que apareixen en una petita proporció con son les resines i les essències (olis aromàtics).
Preparació de la fusta:
Tallar:
Edat de tall: Frondoses (15 anys) Resinoses (20 anys)
Diàmetre del tronc: de 15 a 30 cm
Tallar:
Edat de tall: Frondoses (15 anys) Resinoses (20 anys)
Diàmetre del tronc: de 15 a 30 cm

Esmotxament: Procés en el qual traiem la copa i les branques de l'arbre. Abans de procés de transport cal tallar els arbres en trosso de 2 - 2'5 metres. La finalitat d'aquest procés és eliminar l'escorça, ja que l'escorsa no aporta fibres i embruta la pasta de paper. Amés requeriria un consum de reactius i energia a l'ora de fabricar el paper. L'escorxament mecanit es realitza amb el tambor escorxador.
És un procés que pot ser mecánic o químic.
Estellat: En aquest procés els trons són reduïts a estelles. El tipos d'estelledor més utilitzat és el de volant. L'estellat es imprescindible per la fabricació de la pasta mecànica de refí, la pasta semiquímica i tante la pasta química. La grandària de l'estella ha de ser uniforme i ha un sedàs que s'encarregue de separar les estelles grans de les petites, les grans es tornan a pasar per la máquina fisn arribar a la mida necesaria.
Les estelles són emmagatzemades en piles o sitges.
Emmagatzematge:
Sòl séc i net
Lloc séc i airejat
Bon drenatge
Fusta ben escorxada
Condicions ambientals normals pel emmagatzematge
humitat (25 a 55 %)
temperatura (25 a 35 ºC)
Aixó impedeix l'atac de microorganismes a la fusta.
L'emmagatzematge de le fusta resinosa es de 1 any i la de la fusta dels arbres frondosos de només 6 mesos.
Tipus de pastes
Mecànica
. Clàssica o de moles
. D'estelles o de refi
. Termomecànica
. Químico-termo mecánica
Química
. Procés al bisulfit
. Procés al sulfat, alcalí o Kraft
Pasta mecànica o clàssica
S'obté a partir de troncs de fusta resinoses. S'aconseguiex mitjançant una mola cilíndrica de superficie abrasiva.

La mola pressiona contra els troncs situats als costats, les capes fibroses són calentades a un 170ºC, per fregament produint l'estovament de la lignina i la separació de les fibres. Mitjançant aquest procés es produeixen estelles petites de grandària de fibra i fibles individuals.
Aquest procés esta constantment humit pequè l'aigua té la funció de absorbir la calor produïda, evitant que la fusta es cremi. Amés renta continuament la mola i fa de vehicle de la pasta ja creada.
Avantatges de les moles clàssiques:
Alt rendiment (90 -98%)
Permet instal·lacions més reuïdes que la pasta quimica
Proporciona bones característiques al paper (volum específic i opacitat)
Usos majoritasris, premsa i cartronet.
Desavantatges:
Propietats físiques baixes
Difícil de depurar
Difícil de blanquejar
Blancor baixa (<80%)
Aquest proces de fabricació de la pasta té el proble de que no es pot utilitzar la fibra curta dels arbres frondosos degut a que tenen el vasos molt prims.
Es per això que es cre un nou mètode de separació de fibres utilitzan desfibradores de dics amb alimentació d'estelles aquesta pasta rep el nom de pasta mecànica d'estelles o refí.
Gracies a quest procés les característiques mecànique augmenten, disminueis la longitus de ruptura, l'índex d'esclat, l'índex d'estripament i el grau Schopper-Riegler.
+13.23.50.png)
Avantatges:
La possibilitat d'utilitsar fusta de rebuig de serralleries i troncs torts per la fabricació de la pasta del paper. També és possible l'ús de fusta d'arbres frondosos encara que la sibra sigui curta. Aquest métode permet unes millors característiques de la pasta i qualitat més uniforme.
Comporta una disminució de la mà d'obra per el senzil contro l de qualitat. A més permet un tractament químic susa per obtenir pasta semiquímica de bones característiques.
Desavantatges:
Major inversió inicial degut al preu de les máquines, aquestas també tener un major consum d'energia i el seu cost de manteniment també és elevat.
Pasta termomecànica
Millora el procés de la pasta mecànica d'estelles, pequé en aquest procés les estelles són tarctades previament amb vapor aixó provoca que la lignina no tingui tanta força d'unió i que les fibres es separen més facilment. Normalment s'utilitza per arbre de fibra curta però també es pot fer servir amb fibra llarga.
Avantatges:
La millor separació de les fibres.
Obtenció de menys estelles i més fibra llarga.
No causa tants danys a les fibres.
Té un rendiment de 97%
Pasta química termomecànica
(S'anomena també semiquímica)
Té un rendiment entre el 60 i el 80%
Sàcostuma a utilitzar en arbres de fibra curta però també es por utilitzar en fibra llarga.
Procés

El aquest cas hi ha un tractament químic de la fusta, que acostuma a ser amb sosa caustica, que permet l'estovament de la lignina. Si es desitja es por fer un blanquejament de la pasta.
CARACTERÍSTIQUES GENERALS PASTA MECÀNICA
. L'ús fonamental de aquest tipos de pasta és a paper de diaris o cartronet.
. Té un rendiment de més o menys 95% (cel·lulosa, hemicel·lulosa i lignina).
. El paper tent a envellir degut a que la lignina no pot ser del tot eliminada i reacciona amb la llum.
. Alta opacitat per lo que és adequada per papers de baix gramatge.
. Alt espessor i volum específic.
Pasta Química
Pasta creada a partir de un tractament químic de la fusta, amb aquest metode de fabricació de paper es por eliminar gairabé tota la lignina que te la fusta.
Les pastes es poden mesclar entre elles, tant els dos tipos de pasta química, com química amb macànica.
Hi ha dos tipos de pasta segons el reactiu que portin, por ser:
Pasta al bisulfit o pasta al sulfat o Kraft
Pasta química al bisulfit
Descobert a Suècia al 1874, la pasta química al bisulfit es amb licor de cocció bisilfit càlcic, magnèsic i amònic. La pasta es cocciona a una temperatura de entre 130 -140ºC, durant unas 6 -8 hores. La cocció es fa en un recipient a pressió amb un revestiment resistent a l'àcid. els rectius utilitzats no es poden recuperar.
Aquest mètode de sabricació de pasta de paper ha estat substituit per el mètode Kraft.
Pasta química al Sulfat o Kraft
Inventat també a Suècia al 1884, rep també el nom de procés alcalí a la sosa. El nom que rep aquesta pasta Kraft significa resistent per les característiques del paper fet amb aquest métode.
Al 1930 desplaça el sistema de bisulfit.
Procés:
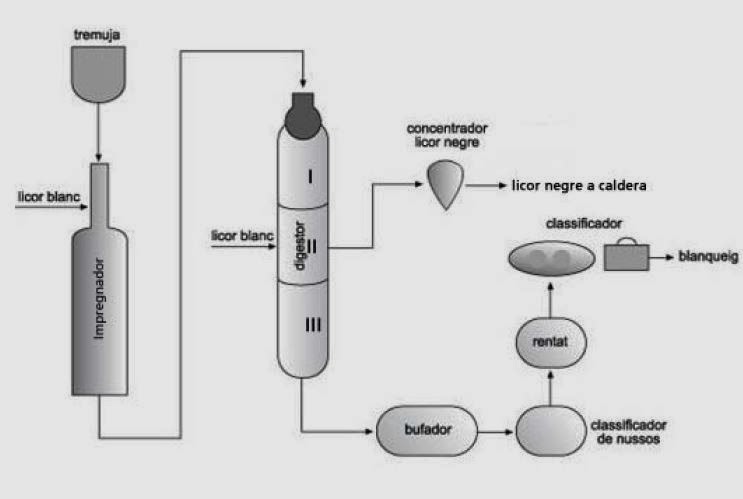
1. Les xips (astelles) entren a la tolva.
2. S'elimina el contigut d'aire amb vapor.
3. Les estellen entren al got impregnador i s'afageix licor blanc.
4. La mescla entre al digestor a una temperatura de 130- 170ºC i pressió.
5. Les estelles es transforman en pasta de fusta (cel·lulosa, lignina i licor).
6. A la zona II del digestor es retira el licor negre (lignina disolta en els líquids de cocció)
7. A la zona III la pasta de fusta es renta amb aigua a contracorrent, aixó elimina gairabé tot el licor negre, entre el 90 i el 95%.
8. Al bufador hi ha un canvi de pressió, les estelles encara compactes exploten i alliberen les fibres.
9. Separació dels nusos no desfibrats.
10. Rentat de la pasta crua amb aigua freda.
11. Segona separaciño de d'estelles no cuites.
12. Les estelles no cuites i els nusos tornan al digestor pero tornar a pasar per el precés de cuit.
13.Les fibres es blanquejan.
Avantatges:
Genera energía calorífica i elèctrica.
Els reactius químics es poden recuperar.
Blanqueig de pastes
Pasta mecánica: Normalment es deixa amb la blacor original.
Pasta Química: El blanqueig és imprescindible.
El blanqueig es necessari perqué elimina la lignina que no ha sigut extreta en el procés de fabricació, aixó fa que el papaer sigui més resistent a l'envelliment. A més dona una mollior qualitat a la impressió.
L'incovenient dle blanqueig és que es produeix una degradació en les fibre entre un 5-9%
Tipus de blanquieg:
. Converncional
Blanqueig fet amb clor i derivats. En aquest procés primer hen de saber la blancor requerica i s'estudia la seqüencia i s'agafa aquella que dóna millor resultat.
El nous blanquejants volen substituir el clor i els seus derivats degut a que la contaminació medioambientan que produeixen és gran.
. Amb diòxid de clor
Amb aquest métode desglifiquem amb oxigen i substituïm el clor per diòxid de clor que té un impacte ambiental molt més reduït.
. Amb Ozó
L'ozó utilitzat en la deslignificació de la pasta es crea fent passar oxigen per un arc eléctric.
La problemàtica d'aquest métode és que desgrada molt la cel·lulosa, amés de ser un procés dificil de controlar.
. Amb enzims
Els enzins degraden el s enllaços entre la lignina i les fibres.
Enzins més agents blanquejants doma una blancor superior al paper.
. Amb aigua oxigenada
L'aigua oxigenada canvia l'estructura de la lignina però no l'elimina però si que la canvia de color.
Preparació de les pastes
Passos per a la preparació de la pasta de paper:
Desitengració
Despastillado
Refí
Mescla dels diferent additius i depuració
Depuració
Hi ha dos tipus de fabriques, la integrades, que contenen tot el procés de la fabricació del paper des del talat a la fulla de paper i les no integrades, que reben la pasta de paper d'una altra empresa i comencen en procés des de la desintegració.
Si es tracta d'una empresa no integrada rebrà el paper en forma de fulles premsades que aniran al procés de desintegració. Si l'empresa és integrada i ja disposa del procés de obtenció de la pasta no cal que pasi per la desintegració.
La desintegració
És l'operació mecànica per mitjà de la qual s'aconsegueix posar, en suspensió en aigua, pasta que ve en forma de fulles o cartrons premsats i que són necessaris desfer.
El pulper és l'aparell encarregat de la desintegració. Aquesta format amb un recipient cilíndric amb una hèlix col·locada en la part inferior, que gira i agita les fulles asta que aquestes es desfan i queden en una suspensió aquosa.
Quan la fulla està desfeta pansa per una reixeta que selecciona la fibra, si hi ha fragments gran estic tornaran al diposito per a la seva posterior utilització.

Despatillador
Per l'ultimo procés de desintegració s'utilitza el despastillador. Aquesta màquina aquesta formada per tres discos, dos exteriors fixos amb pues sortints i un altre disc central, els discos van girant i provoquen xocs violents i a causa dels fins conductes pels quals han de passar les fibres, aquestes es trenquen i s'individualitzen.

Refinat
les fibres originals de la fusta o altres vegetals necessiten el refinat per desenvolupar les propietats necessàries per a la formació de la fulla de paper. Cada tipus de paper necessités un tipus de refinat amb unes característiques concretes.
El refinat és l'operació en la preparació de la pasta per la qual, mitjançant l'acció d'un treball mecànic i en presència d'un mitjà aquós, es modifica la morfologia de les fibres i la seva estructura físic-química.
L'aparell tens dues parts una fixa (estator) i una de rotació (rotor), entre aquests dos elements es fa passar la pasta.

Durant el refinat, les parets primaria i secundària exterior de la fibra es trenquen i eliminen parcialment, de manera que és possible la penetració de l'aigua la interior de la mateixa permetent el seu inflament, això permet l'alliberament de les fibrillas internes i la formació de microfibras més fines.
A causa d'aquests efectes la fibra es torna més flexible i tova, augmentant al seu torn la seva superfície i volum específic.

Paret secundària:
exterior: Aquesta formada per capes de per capes de microfibras disposades en sentit contraris. La seva capacitat d'inflament és feble. Conté lignina.
principal: és la més ampla. Formada per microfibras orientades gairebé paral·lelament a l'eix de la fibra. Aquesta formada gairebé totalment per cel·lulosa. Màxim interès per a la formació del paper.
interna: és molt prima. Les microfibras són nombroses i estàs molt atapeïdes. Aquesta formada majorment per hemicelulosa.

Tina de mescla
És on es realitza la formulació del paper. En ella es mesclen fibres, càrregues i additius en massa.
Depuració
En la depuració se separen de la pasta de paper totes aquelles partícules no desitjades que perjudiquen el paper i que fins i tot poden causar problemes de fabricació.
Els objectius d'aquest procés són:
Obtenir un paper net, sense taques.
Evitar trencaments i desgastos en la fabricació.
Hi ha dos tipus de depuració:
Probabilístic: Aquest tipus de depuradors eliminen les partícules de grandària relativament gran. Es basa en la probabilitat que la partícula travessi el tamís.
El depurador consta d'un tamís amb ranures o forats que evita que passin a través i el partícules voluminoses, separandolas així de les fibres.
Existeixen dos tipus de depuradors probabílistics.
 |
| Depurador pla de vibració |
 |
| Depurador tancat a pressió |
Depuradors dinàmics o ciclònics: Aquest tipus de depuradors eliminen les partícules mes pesades. Consisteix en un con de material plàstic o ben ceràmic segons el tractament que es faci en maquina. La pasta és alimentada a un pressió d'entrada creant una espècie de remolí i, per efecte de la força centrifuga de rotació, les partícules mes pesades van cap a la paret relliscant cap al filtre inferior, la qual cosa es diu rebuig. Les partícules mes lleugeres queden en capes centrals, per sortir finalment per la part superior.
 |
| Depurador dinàmic o ciclònic |
Tots dos sistemes de depuració són complementaris pel que els dos són necessaris en el procés de fabricació del paper. Cara un d'ells aporta unes propietats i finalitats especifiques.
Depuració secundària
Consisteix a tornar a depurar el material de rebot que ve de la depuració primària, per assegurar-se que no es perd gens de pasta durant la primera fase.
Quan el rebuig arriba a tenir una quantitat menyspreable de fibra s'aboquen al desguàs.
 |
| Depuració secundaria |
La pasta acceptada per la depuració secundària no es dóna per definitiva sinó que es torna a depurar.
Esquema del recorregut de la pasta durant la depuracióabans de la máquina de fabricació:

Formació del full
Caixa d'entrada
És l'encarregada de dónes sortida a les pasta sobre la taula de fabricació, en forma de làmina prima, ampla i uniforme.
Taula de fabricació
És l'encarregada de formar la fulla i reduir part de l'aigua que conté la pasta. En la màquina de paper existeix una zona crítica que va des de l'entrada asta els primers metres de la taula de fabricació. En aquesta zona és on la fulla queda pràcticament constituïda fixant la seva estructura i característiques principals:
. Distribució de la fibra
. orientació de la fibra en sentit longitudinal o transversal.
. Distribució homogènia de les càrregues.
El desgote de la taula de fabricació es realitza en dues etapes.
1ª etapa: Desgote per gravetat: En els primers metres de la taula, l'aigua s'elimina passant lliurement a través de la tela per efecte del seu propi pes i per una petita pressió. Les fibres queden retingudes en la part superior de la tela.
2ª etapa: Desgote per buit: Mitjançant una força aspirant, s'elimina l'aigua que hagi pogut quedar entre les fibres.
1ª etapa: Desgote per gravetat: En els primers metres de la taula, l'aigua s'elimina passant lliurement a través de la tela per efecte del seu propi pes i per una petita pressió. Les fibres queden retingudes en la part superior de la tela.
2ª etapa: Desgote per buit: Mitjançant una força aspirant, s'elimina l'aigua que hagi pogut quedar entre les fibres.
Classificació de la taula de fabricació
Taula plana convencional: En aquest tipus de taula, la cara inferior llamina de pasta, trucada cara tela, aquesta recolzada sobre la tela, mentre que la cara superior, trucada cara feltre aquesta lliure.
Taula doble tela: en aquesta taula les dues cares de la fulla estan en contacte amb la tela. En aquest cas és possible dirigir el desgot d'aigua tant per a dalt com cap avall. D'aquesta forma la fulla sera més simètrica i amb les dues cares igualades.
Taula plana convencional: En aquest tipus de taula, la cara inferior llamina de pasta, trucada cara tela, aquesta recolzada sobre la tela, mentre que la cara superior, trucada cara feltre aquesta lliure.
Taula doble tela: en aquesta taula les dues cares de la fulla estan en contacte amb la tela. En aquest cas és possible dirigir el desgot d'aigua tant per a dalt com cap avall. D'aquesta forma la fulla sera més simètrica i amb les dues cares igualades.
Premsat en humit
En la taula de fabricació s'elimina part de l'aigua que conté la fulla. El procediment d'assecat ve just després i es diu premsatge en humit.
La fulla en sortir de la taula de fabricació té aproximadament un 20% d'aigua, al final de l'operació de premsatge quedarà amb aproximadament amb un 60%.
En aquest procés la fulla transporta a través d'uns corrons que la pressionen extreu fins a un 20% d'aigua i alhora li donen al paper les condicions superficials i de resistència favorables per a la seva posterior utilització.
En premsatge es realitza fent passar la fulla, en contacte amb un feltre, entre dos rodillos. El feltre és un teixit que gira al voltant dels corrons de la premsa i que s'encarrega de transportar la fulla i absorbir l'aigua gràcies al seu alt poder d'absorció. Al llarg del recorregut serà rentat i assecat per a un nou contacte amb el paper.
Els corrons s'encarreguen d'aplicar la pressió sobre el paper, el qual deixa sortir l'aigua que és absorbida pel feltre per ser evacuada a continuació.
Els corrons s'encarreguen d'aplicar la pressió sobre el paper, el qual deixa sortir l'aigua que és absorbida pel feltre per ser evacuada a continuació.
Assecat
Aquesta operació es realitza en una secció anomenada sequería, en ella la calor fa que l'aigua de la fulla s'evapori deixant-la seca. Al final d'aquesta operació el paper tindrà aproximadament un 5% d'humitat, la desitjada en la seva composició final per mantenir la seva elasticitat.
Tipus d'assecat:
Assecat per aire a través: pel pas de l'aire calent a través de la fulla.
Assecat amb cilindre Yamkee: mitjançant el contacte del paper sobre un cilindre escalfat amb vapor.
Assecat per doll d'aire: mitjançant el xoc d'un doll d'aire calent sobre el paper.
Assecat per infrarojos: s'utilitza per a l'assecat dels recobriments i per al premsatge de la fulla.
Assecat amb cilindres escalfats: consisteix en una sèrie de cilindres escalfats per vapor. Hi ha cilindres que recorren el paper per ambdues cares.
Estucat del paper
Quan el paper acaba si pas per la seva formació no té la superfície més adequada per a la impressió de la tempta. Per això es realitza una operació cridada estucat, que consisteix a aplicar una espècie de pintura que proporciona a la fulla la llisor i lluentor necessària perquè la tinta s'adapti ben al paper.
Amb la finalitat de tapar les porositats superficials del paper s'apliquen una seriosa d'additius que milloren la superfície, fent-la mes llisa, alhora també se li proporciona propietats com a lluentor, opacitat , llisor i blancor.
En resum l'estucat es pot definir com l'operació consistent a cobrir la superfície d'un paper o cartró amb un material en un estat líquid donant-li a la fulla una sèrie de propietats adequades per a la impressió.
Quan el paper acaba si pas per la seva formació no té la superfície més adequada per a la impressió de la tempta. Per això es realitza una operació cridada estucat, que consisteix a aplicar una espècie de pintura que proporciona a la fulla la llisor i lluentor necessària perquè la tinta s'adapti ben al paper.
Amb la finalitat de tapar les porositats superficials del paper s'apliquen una seriosa d'additius que milloren la superfície, fent-la mes llisa, alhora també se li proporciona propietats com a lluentor, opacitat , llisor i blancor.
En resum l'estucat es pot definir com l'operació consistent a cobrir la superfície d'un paper o cartró amb un material en un estat líquid donant-li a la fulla una sèrie de propietats adequades per a la impressió.
Salsa d'estucat
La salsa d'estucat és el material o compost que s'aplica sobre la superfície del paper, i que està formada per:
. Pigments
. Lligants
. Additius auxiliars
A l'hora de la seva aplicació la salsa té un estat líquid, més o menys viscosa per poder estendre-la amb facilitat. finalment és assecada mitjançant l'evaporació de l'aigua quedant-se en estat sòlid.
La salsa d'estucat és el material o compost que s'aplica sobre la superfície del paper, i que està formada per:
. Pigments
. Lligants
. Additius auxiliars
A l'hora de la seva aplicació la salsa té un estat líquid, més o menys viscosa per poder estendre-la amb facilitat. finalment és assecada mitjançant l'evaporació de l'aigua quedant-se en estat sòlid.
Estucadora
La estucadora és l'element on s'aplica la salsa d'estucat, prèviament fabricada sobre la superfície del papel.se compon de:
. Una coberta on es diposita la salsa que es renova contínuament.
. Un sistema de filtrat.
. Un dispositiu per aplicar i dosar el bany.
. Un dispositiu iguala la capa aplicada.
. Sistema d'assecat.
Existeixen diferents sistemes d'aplicació de la salsa, els quals es poden realitzar en la mateixa màquina de fabricació o fora d'ella.
La estucadora és l'element on s'aplica la salsa d'estucat, prèviament fabricada sobre la superfície del papel.se compon de:
. Una coberta on es diposita la salsa que es renova contínuament.
. Un sistema de filtrat.
. Un dispositiu per aplicar i dosar el bany.
. Un dispositiu iguala la capa aplicada.
. Sistema d'assecat.
Existeixen diferents sistemes d'aplicació de la salsa, els quals es poden realitzar en la mateixa màquina de fabricació o fora d'ella.
Diferencies de estucat en máquina o fora:



Calandratge
Amb l'operació de calandratge es pretén millorar principalment la lluentor del paper i les propietats d'impressió. La màquina que realitza aquest procés se li denomina calandra.
La calandra consta d'una sèrie de corrons col·locats un sobre un altre i que giren fent passar la fulla de paper entre ells. Normalment s'alterna un corró de material dur amb un altre corró d'un material tou, sent els materials de metall els que proporcionen la lluentor al paper.
Tipus de calandratge:
. Semimat: es denomina així a qualsevol tècnica de calandratge usada per produir una superfície llisa amb un augment mínim de lluentor. Utilitza una calandra amb menys corrons.
. Lluentor: En aquest cas, el paper passa a través d'una sèrie de zones de premsatge formades per un corrons relativament tou i un corró molt llis, d'acer rectificat, a alta temperatura.
. Alta lluentor.
Amb l'operació de calandratge es pretén millorar principalment la lluentor del paper i les propietats d'impressió. La màquina que realitza aquest procés se li denomina calandra.
La calandra consta d'una sèrie de corrons col·locats un sobre un altre i que giren fent passar la fulla de paper entre ells. Normalment s'alterna un corró de material dur amb un altre corró d'un material tou, sent els materials de metall els que proporcionen la lluentor al paper.
Tipus de calandratge:
. Semimat: es denomina així a qualsevol tècnica de calandratge usada per produir una superfície llisa amb un augment mínim de lluentor. Utilitza una calandra amb menys corrons.
. Lluentor: En aquest cas, el paper passa a través d'una sèrie de zones de premsatge formades per un corrons relativament tou i un corró molt llis, d'acer rectificat, a alta temperatura.
. Alta lluentor.

Característiques del paper calandratge
Lisor: És un aspecte important a l'hora d'imprimir sobre paper, quan major sigui la lisor major serà la lluentor i l'absorció de les tintes.
Espessor: Com el calandratge disminueix l'espessor del paper, alhora que li dóna uniformitat en tot l'ample de la fulla.
Lisor: És un aspecte important a l'hora d'imprimir sobre paper, quan major sigui la lisor major serà la lluentor i l'absorció de les tintes.
Espessor: Com el calandratge disminueix l'espessor del paper, alhora que li dóna uniformitat en tot l'ample de la fulla.
Defectes del calandratge
. Zones de les vores amb major espessor.
. Zona de faixes amb major humitat.
. Arrugues en el paper.
. Trencaments.
. Pèrdua de característiques en els corrons (dimencions, elasticitat, homogeneatat, ...).. Oxidació i marques en els corrons metàl·lics.
. Zones de les vores amb major espessor.
. Zona de faixes amb major humitat.
. Arrugues en el paper.
. Trencaments.
. Pèrdua de característiques en els corrons (dimencions, elasticitat, homogeneatat, ...).. Oxidació i marques en els corrons metàl·lics.
Bobinatge
El paper s'enrotlla en forma de bobines per facilitar el transport i utilització en les altres operacions. cadascuna d'aquestes bobines, cridades bobines mare, són emmagatzemades fins a la seva següent operació, que serà el bobinatge.
L'operació de bobinatge té la missió de tallar i rebobinar la bobina de la màquina, de gran diàmetre (bobina mare), en bobines de diàmetre i amplària més petits. La màquina que realitza aquest treball es diu bobinadora.
Tipus de bobinadores:
El paper s'enrotlla en forma de bobines per facilitar el transport i utilització en les altres operacions. cadascuna d'aquestes bobines, cridades bobines mare, són emmagatzemades fins a la seva següent operació, que serà el bobinatge.
L'operació de bobinatge té la missió de tallar i rebobinar la bobina de la màquina, de gran diàmetre (bobina mare), en bobines de diàmetre i amplària més petits. La màquina que realitza aquest treball es diu bobinadora.
Tipus de bobinadores:
 |
| Bobinadora de dos tambors |
 |
| Bobinadora individual |
Informació obtigunta de les següents fonts:
PDF primeres materies
PDF FormacionFabricacionPapel
Cap comentari:
Publica un comentari a l'entrada